Cât cântărește o butelie de oxigen plină și goală. Dispozitiv cu butelie de oxigen. Supapă pentru o butelie de oxigen. Măsuri de siguranță atunci când lucrați cu o butelie de oxigen
5,00 /5 (100,00%) 10 voturi
Dispozitiv cu butelie de oxigen. Supapă pentru o butelie de oxigen. Măsuri de siguranță atunci când lucrați cu sticla de oxigen.
Dispozitiv cu butelie de oxigen.
Depozitarea și transportul oxigenului gazos se realizează în butelii de tip A conform GOST 949-57. balon ( orez. unu) constă dintr-un corp cilindric din oțel trasat fără sudură, care are un fund convex 2 în partea de jos și o parte sferică cu un gât 3 în partea de sus. Pe gât este montat un inel filetat 4, un capac de siguranță 5 este înșurubat. inelul.
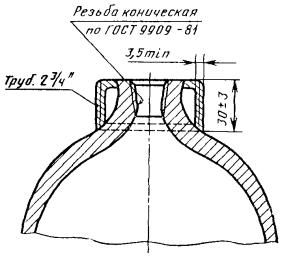
Gâtul are un orificiu filetat conic în care se înșurubează supapa 6. Pentru a da stabilitate cilindrului, pe partea inferioară a corpului său este montat un sabot de sprijin 7 cu bază pătrată.
Presiunea din rezervorul de oxigen.
Presiunea maximă a oxigenului în cilindru este de 150 kg/cm2.
Volumul cilindrului de oxigen.
Cele mai comune butelii cu o capacitate de apă de 40 de litri , care la o presiune de 150 kg/cm2 conține 40 X 150 \u003d 6000 l, sau 6 m 3 de oxigen.
Dimensiunea cilindrului de oxigen este de 40 de litri. Greutatea cilindrului de oxigen.
Astfel de cilindri au un exterior diametrul carcasei 219 mm, grosimea peretelui 8mmși lungimea corpului ( înălțime) 1390 mm; greutatea cilindrului 67 kg .
Se fac butelii de oxigen din oțel având o rezistență la tracțiune de 65 kg/mm2. Suprafața carcasei cilindrului trebuie să fie plană, netedă, fără urme, coji și alte defecte.
Colorarea cilindrului de oxigen.
Baloanele sunt vopsite cu albastru. Peste cilindrul cu vopsea neagră se află inscripția „OXYGEN”. Partea sferică superioară a balonului este lăsată nevopsită. În acest loc sunt eliminate următoarele date de cilindru și ștampilă: marca producătorului; tip de; cameră; capacitate (E); greutatea (B); presiunea de lucru (P); presiune de încercare (P); data (luna și anul) sondajului și ulterioare (de exemplu, dacă cilindrul a fost testat în august 2010 și ar trebui testat în 2015, este ștampilat: „8-10-15”); ștampila de control al calității de la producător (forma rotundă ø10 mm).
În același loc, desemnările și ștampilele sunt eliminate în timpul examinărilor ulterioare ale cilindrilor.
La fiecare 5 ani, buteliile sunt reexaminate, timp în care se efectuează inspecții externe și interne ale cilindrilor, verificarea capacității, cântărire și încercare de presiune hidraulică de 225 kg/cm 2 (de o dată și jumătate mai mare decât presiunea de lucru) .
Buteliile care au funcționat timp de 40 de ani sunt respinse sau, dacă sunt în stare satisfăcătoare, sunt transferate în alte categorii cu o presiune de lucru mai mică.
Supapă pentru o butelie de oxigen.
Umplerea și golirea butelilor de oxigen se realizează printr-o supapă de oxigen ( orez. 2), care este oprit
dispozitiv pentru oxigenul din cilindru și servește și la conectarea reductorului la cilindru și a acestuia din urmă la rampa de umplere.
Supapa buteliei de oxigen constă dintr-un corp de alamă ștanțat. În partea de jos a corpului există o tijă conică filetată pentru înșurubarea supapei în gâtul cilindrului. În plus, corpul are o racordare laterală, la care este atașat un reductor sau un tub pentru umplerea cilindrului în timpul funcționării. În starea nefuncțională, un dop 2 este înșurubat pe fiting.
O supapă 3 este înșurubată în filetul interior al corpului, care se așează strâns pe scaunul din interiorul corpului. La punctul de contact cu scaunul, supapa are o canelură în care este presată garnitura 4, din cupru roșu recoapt.
În partea de sus, supapa se termină cu un pătrat, pe care se pune un ambreiaj de transfer 3 cu o gaură pătrată. Tija 6 este introdusă în cuplaj de sus, terminându-se la celălalt capăt cu un pătrat. Între corpul supapei și piulița cu șurub 7 se află o garnitură din fibră 8.
O roată de mână 9 este pusă pe partea tijei care iese din corp, în care este introdus un arc 10, presat de sus cu o piuliță de roată de mână 11.
Când roata de mână este rotită în sensul acelor de ceasornic, tija conectată la aceasta rotește manșonul care leagă tija de supapă. Supapa este filetată și, atunci când este rotită, este înșurubată în corpul supapei până când etanșarea sa este apăsată pe scaunul corpului și închide orificiul de evacuare a oxigenului.
Când roata de mână este rotită în direcția opusă, supapa, ridicându-se în sus, deschide orificiul scaunului și oxigenul curge din supapă. Pentru a facilita rotirea, roata de mână este echipată cu o garnitură din fibră 12.
Presiunea oxigenului și arcul presează garnitura din fibră 8 împotriva piuliței presetupei, ceea ce împiedică scurgerea oxigenului prin presseapa.
Supapa are un canal care descarcă filetul supapei din presiunea unidirecțională.
Dacă supapa sau cutia de presare scurge oxigen, supapa este defectă. Un cilindru cu o supapă defectă trebuie returnat pentru reparație. Este strict interzisă dezasamblarea supapelor la locul de muncă.
Măsuri de siguranță pentru depozitarea, transportul și funcționarea buteliilor de oxigen.
În acest paragraf vom spune cum se folosește un rezervor de oxigen. O atenție deosebită trebuie acordată la manipularea buteliilor de oxigen și trebuie respectate reguli stricte de siguranță.
La întreprinderile mari, buteliile sunt depozitate în depozite special desemnate construite din materiale incombustibile, cu încălzire cu abur sau apă și iluminat electric, clădirea depozitului de butelii ar trebui să fie situată la o oarecare distanță de atelierele de producție și spațiile rezidențiale.
Nu sunt permise mai mult de 10 butelii de rezervă umplute cu oxigen și 5 acetilenă și nu mai mult de un cilindru de rezervă pentru fiecare post la locul de tratare a flăcării.
Butelii de oxigen este interzis purtați pe umeri și pe mâini. Pentru transportul buteliilor de oxigen, folosesc targi cu rezistență suficientă sau cărucioare speciale de mână, pe care buteliile sunt bine fixate.
În cadrul locului de muncă, cilindrii sunt deplasați manual prin înclinare într-o poziție ușor înclinată.
Cum se transportă buteliile de oxigen.
La transportul pe distanțe lungi, cilindrii sunt așezați peste transportul cu arc cu supape într-o singură direcție (cu capace de siguranță înșurubate) și se sprijină pe garnituri speciale din lemn cu decupaje sau pe garnituri de cânepă sau cauciuc care protejează cilindrii de rostogolire și denivelări. Cilindrii pot fi stivuiți în cel mult trei rânduri și în înălțimea laturilor.
Buteliile de oxigen nu trebuie transportate împreună cu substanțe combustibile. O atenție deosebită trebuie acordată la transportul cilindrilor în timpul iernii, deoarece fragilitatea metalului crește din cauza temperaturilor scăzute.
Depozitarea buteliilor de oxigen.
Depozitarea și transportul cilindrilor sunt permise cu capacele înșurubate până la eșec.
Încărcarea și descărcarea cilindrilor pe navele aflate în construcție și reparații cu ajutorul macaralelor obișnuite este permisă numai în cuști metalice speciale (leagăne) cu celule separate pentru fiecare cilindru. În acest caz, cilindrii trebuie fixați ferm cu cleme. Cuiburile pentru întărirea cilindrilor și clemelor sunt acoperite cu pâslă sau prelată. Cușca metalică trebuie să aibă un baldachin care să protejeze cilindrii de ulei. Cuștile sunt supuse unei inspecții detaliate la fiecare 10 zile.
Cilindrii nu trebuie transportați cu macarale magnetice.
În timpul încărcării și descărcarii, cilindrii trebuie protejați împotriva căderilor, loviturilor, șocurilor etc.
Vara, cilindrii umpluti situati in aer liber le protejeaza de incalzirea de la razele soarelui acoperindu-le cu o prelata.
O butelie de oxigen este plasată la o distanță de cel puțin 5 m de flăcări deschise.. Este interzisă apropierea cilindrului cu o lanternă aprinsă.
La locul de muncă, cilindrul este inspectat, fixat cu grijă în poziție verticală sau înclinată, astfel încât supapa să fie puțin mai sus decât pantoful, iar capacul este îndepărtat. Nu este permisă instalarea de cilindri fără încălțăminte.
Capacul se deșurubează manual sau, în cazuri extreme, cu o cheie. Este strict interzisă lovirea capacului cu obiecte metalice. După îndepărtarea capacului, inspectați supapa cilindrului și asigurați-vă că nu există urme de grăsime pe ea.
Nu folosiți butelii a căror perioadă de testare a expirat, butelii cu pete de grăsime, cu defecțiuni la supapă.
După inspecție și înainte de conectarea reductorului, supapa este purjată prin deschiderea scurtă a roții de mână. În același timp, lucrătorul ar trebui să stea de o parte a fitingului supapei, astfel încât, dacă particulele mici de metal zboară din supapă, să nu-și rănească fața.
După purjare, cutia de viteze este atașată, apoi, rotind încet și lin roata de mână, supapa este deschisă. Cu deschidere rapidă și ascuțită supapa de oxigen poate apărea aprinderea.
Este imposibil să consumați complet oxigenul din cilindru . În ea se lasă o presiune de cel puțin 0,5 kg/cm 2 pentru ca instalația care umple buteliile să nu efectueze spălarea specială și să poată verifica ce gaz a fost în butelie.
După ce oxigenul rămâne în cilindru sub o presiune de 0,5-1 kg / cm 2, fac inscripția „gol” pe el cu cretă, scot cutia de viteze, închid supapa ermetic și, punând un dop și un capac, predă butelii pentru transportul la uzina de oxigen.
Oxigenul este un element necesar, mai ales când vine vorba de sudarea cu gaz. Dar este exploziv la contactul cu focul, așa că este depozitat într-un cilindru special, vopsit în albastru, peste care se aplică inscripția „OXYGEN” în vopsea neagră. Butelia de oxigen este realizată din tablă groasă cu grosimea de 6-8 mm, ca un recipient fără sudură, în care nu există îmbinări de legătură.
Prin designul său, cilindrul de oxigen seamănă cu o formă cilindrică alungită, așa cum se arată în fotografia de mai jos, cu un fund convex și un gât sferic superior. Pe acesta din urmă este înșurubat o supapă, blocată cu un inel special, deasupra căruia este instalat un capac de siguranță. Oxigenul este pompat prin supapă, iar din aceasta este furnizat gaz pentru operațiunile de sudare necesare. Pentru o instalare verticală stabilă, pe partea inferioară se pune (apăsat) un pantof metalic pătrangular.
Caracteristicile cilindrului de oxigen pentru sudare
Caracteristica principală este presiunea oxigenului injectat, pe care o poate rezista cilindrul. Valoarea maximă pentru 40- cilindri de litri– 150 kg/cm². Pentru 50 de litri - 200 kg/cm².
Deoarece volumul recipientului este de 40 de litri, 6000 de litri (150 x 40) sunt plasați în el sub propria presiune. Transformând în metri cubi, obținem 6 m³. Pentru 50 de litri și o presiune de 200 kg/cm², volumul va fi de 10.000 de litri sau 10 m³ de gaz.
În ceea ce privește dimensiunile, diametrul cilindrilor de 40 și 50 de litri este același - 219 mm. Dar înălțimea lor este diferită, în plus, diferă chiar și în cadrul aceluiași model, în funcție de oțelul folosit pentru fabricație.
De exemplu, dacă o butelie de oxigen este fabricată din oțel ST 45D, volumul său este de 50 de litri și presiune maximă 200 kg / cm², atunci înălțimea unui astfel de produs va fi egală cu 1755 mm. Dacă, cu aceleași caracteristici, containerul este din oțel grad 30 HGSA, atunci înălțimea va fi de 1660 mm. Același lucru este valabil și pentru cilindrii de 40 de litri, respectiv: 1370 și 1350 mm. Prin urmare, greutatea recipientului gol în sine va fi diferită.
Greutatea componentelor trebuie adăugată la greutatea cilindrului de oxigen.
- Pantoful de jos cântărește 5,2 kg.
- Inel - 300 de grame.
- Capac metalic pe inel - 1,8 kg.
Dacă luăm în considerare greutatea gazului injectat, atunci masa totală crește cu 8-12 kg, în funcție de volum și presiune. Cum mai multa presiune, cu atât greutatea este mai mare. În medie, o butelie de oxigen de 40 de litri cu gaz va cântări 67 kg, una de 50 de litri - 105 kg.
Iar cerința de bază este să fie din oțel cu o rezistență la tracțiune de 65 kg/mm², iar suprafața interioară a rezervorului trebuie să fie netedă, fără defecte și defecte.
Apropo, vorbind despre presiunea unei butelii de oxigen, este necesar să se precizeze că, în funcție de grosimea peretelui, de exemplu, într-un recipient de 40 l, gazul poate fi pompat cu o presiune de până la 200 kg / cm². Același lucru este valabil și pentru rezervoarele de 50 de litri, în care puteți pompa până la 150 kg/cm² cât mai mult posibil. Diferiți producători, conform GOST, pot folosi metal cu o grosime de 6 până la 8 mm.
Echipamente
Principalul element suplimentar al rezervorului de oxigen este supapa. Este realizat din alama. Un capac de protecție trebuie instalat peste supapă; acesta poate fi din aluminiu sau plastic. De obicei, capacul vine ca parte integrantă. Dar ele sunt adesea pierdute, astfel încât dispozitivul de protecție poate fi realizat din orice material cu propriile mâini. Fiabilitatea și etanșeitatea sunt importante aici. Supapa este înșurubată în cilindru prin intermediul unui filet conic.
Al doilea cel mai important element este pantoful. Suportă toată greutatea pe el. Este realizat dintr-o bandă de oțel, care este formată într-un pătrat în secțiune transversală. GOST nu definește exact cum ar trebui să fie fixat pe cilindru, așa că unii producători îl sudează, alții îl presează.
Siguranță
Dispozitivul unei butelii de oxigen este foarte simplu, dar fiabil. Principalul lucru este să respectați cu exactitate parametrii gazului injectat în rezervor, astfel încât recipientul să nu se rupă. În timpul funcționării și depozitării, trebuie respectate unele cerințe foarte stricte.
- Dacă cilindrul de oxigen este utilizat într-un stâlp de sudură staționar, atunci este instalat vertical și fixat cu o clemă rigidă.
- Înainte de instalare, cutia de viteze trebuie inspectată pentru absența petelor de grăsime și ulei.
- Fitingul trebuie purjat, după care se înșurubează cutia de viteze în sine.
- După extracția completă a gazului, este necesar să lăsați puțin oxigen în interior sub presiunea minima 0,5 kg/cm². Motivul este că stațiile de alimentare pot analiza gazul umplut anterior și îl pot compara cu gazul disponibil.
- Nu transportați oxigen cu alte gaze combustibile.
- La instalații, buteliile de oxigen trebuie transportate în cărucioare speciale pe roți din cauciuc moale.
- Distanța de la rezervorul de oxigen instalat la sursă foc deschis sau aparat de sudura - minim 5 metri.
- Trebuie să existe protecție împotriva precipitațiilor atmosferice și a razelor solare în timpul funcționării pe termen lung în aer liber.
- Dacă supapa cilindrului de oxigen este înghețată, atunci aceasta trebuie dezghețată numai cu o cârpă curată înmuiată în apă fierbinte.
- Cilindrii trebuie depozitați în cutii metalice cu găuri, trebuie atârnat un lacăt.
- Un cilindru mic trebuie transportat într-o cutie metalică specială, care este echipată cu un mâner și o curea de umăr.
Umplerea cu oxigen este un proces complex, deoarece este un gaz care este pompat în cilindrii de sudare. Și ajunge la stația de distribuție în stare lichidă. Un astfel de oxigen este mult mai sigur decât oxigenul gazos, dar se evaporă rapid și în cantități mari, ceea ce este neprofitabil financiar. Dar producătorii suportă astfel de pierderi, deoarece siguranța este primordială. În plus, oxigenul lichid este transportat în cantități mari (automat și tancuri de cale ferată). Dacă un astfel de volum ia foc și explodează, atunci pierderile vor fi de câteva ori mai mari.
Gazul este pompat în butelii prin metode de pompare și non-pompare. În acest caz, umplerea are loc nu cu oxigen suprarăcit. În toate acțiunile cu cilindrul, este foarte important să se respecte cerințele de precizie și siguranță. Punctul cel mai vulnerabil este supapa, cel mai adesea aceasta este cea care eșuează, deoarece este supusă deschiderii și închiderii repetate.
Nu poate fi reparat, poate fi înlocuit doar cu unul nou. Este interzis să faceți acest lucru cu propriile mâini, o astfel de operațiune poate fi efectuată numai în fabrică. Aici este important să respectați regulile de instalare, care se bazează pe presare, adică înșurubarea sub o anumită presiune. Apoi, cilindrul cu supapa în sine este verificat de presiunea de testare. Apropo, testarea este hidraulică. În interiorul cilindrului, apa este pompată sub presiune de 225 sau 300 kg/cm², care este acolo timp de 5 minute. După aceea, presiunea este redusă la cea de lucru - 150 sau 200 kg / cm².
Trebuie remarcat faptul că aceeași tehnologie este utilizată pentru a verifica cilindrii înșiși pentru detectarea scurgerilor. Dacă nu se găsește nimic: toate îmbinările și pereții nu s-au umezit, atunci testul a avut succes, iar dispozitivul în sine poate fi operat în continuare.
Cât de mult gaz este în sticlă
Oxigen, argon, azot, heliu, amestecuri de sudare: butelie de 40 litri la 150 atm - 6 cu. m / heliu 1 kg, alte gaze comprimate 8-10 kg
Acetilena: cilindru de 40 litri la 19 kgf/cm2 - 4,5 cu. m / 5,5 kg de gaz dizolvat
Acid carbonic: sticla de 40 litri - 12 cu. m / 24 kg gaz lichid
Propan: rezervor de 50 litri - 10 cu. m / 42 litri gaz lichid / 21 kg gaz lichid
Cât cântăresc baloanele
Oxigen, argon, azot, heliu, dioxid de carbon, amestecuri de sudură: greutatea unui cilindru gol de 40 de litri este de 70 kg
Acetilenă: greutatea unui cilindru gol de 40 de litri - 90 kg
Propan: greutatea unui cilindru gol de 50 de litri - 22 kg
Care este filetul pe cilindri
Filet pentru supape în gâturile cilindrilor conform GOST 9909-81
W19.2 - cilindri de 10 litri și mai mici pentru orice gaz, precum și stingătoare cu dioxid de carbon
W27.8 - 40 de litri de oxigen, dioxid de carbon, argon, heliu, precum și 5, 12, 27 și 50 de litri de propan
W30.3 - 40 litri acetilenă
M18x1,5 - stingătoare
Filet pe supapa pentru conectarea reductorului
G1 / 2 "- se găsește adesea pe cilindri de 10 litri, este necesar un adaptor pentru un reductor standard
G3/4" - standard pentru 40 de litri oxigen, dioxid de carbon, argon, heliu, amestecuri de sudare
SP 21.8x1/14" - filet propan stânga
Presiunea oxigenului sau argonului într-un cilindru complet încărcat, în funcție de temperatură
40C - 105 kgf/cm2
-20C - 120 kgf/cm2
0C - 135 kgf/cm2
+40C - 165 kgf/cm2
Presiunea heliului într-un cilindru complet umplut în funcție de temperatură
40C - 120 kgf/cm2
-20C - 130 kgf/cm2
0C - 140 kgf/cm2
+20C - 150 kgf/cm2 (nominal)
+40C - 160 kgf/cm2
Presiunea acetilenei într-un cilindru complet umplut în funcție de temperatură
5C - 13,4 kgf/cm2
0C - 14,0 kgf/cm2
+20C - 19,0 kgf/cm2 (nominal)
+30C - 23,5 kgf/cm2
+40C - 30,0 kgf/cm2
Sarma de sudura Sv-08, greutate de 1 kilometru de sarma pe lungime, in functie de diametru
0,6 mm - 2,222 kg
0,8 mm - 3.950 kg
1,0 mm - 6,173 kg
1,2 mm - 8,888 kg
Puterea calorică (puterea calorică) a gazelor naturale și lichefiate
Gaze naturale - 8500 kcal/mc
Gaz lichefiat - 21800 kcal/m3
Diferențele dintre buteliile de propan de uz casnic și cele industriale
Cutii de viteze de uz casnic pentru sobe pe gaz precum RDSG-1-1.2 „Frog” și RDSG-2-1.2 „Baltika” - capacitate 1,2 m3/h, presiune de ieșire 2000 - 3600 Pa (0,02 - 0,036 kgf/cm2).
Cutii de viteze industriale pentru tratarea cu flacara tip BPO-5 - capacitate 5 m3/ora, presiune iesire 1 - 3 kgf/cm2.
Informații de bază despre pistoletele de sudare cu gaz
Lanternele de tip G2 „Malyutka”, „Asterisk” sunt cele mai comune și versatile pistolețe de sudură, iar atunci când cumpărați o lanternă în scopuri generale, merită să le cumpărați. Arzatoarele pot fi echipate cu varfuri diferite si, in functie de varful instalat, au caracteristici diferite:
Vârful nr. 1 - grosimea metalului sudat 0,5 - 1,5 mm - consum mediu de acetilenă/oxigen 75/90 l/h
Vârful nr. 2 - grosimea metalului sudat 1 - 3 mm - consum mediu de acetilenă/oxigen 150/180 l/h
Vârful nr. 3 - grosimea metalului sudat 2 - 4 mm - consum mediu de acetilenă/oxigen 260/300 l/h
Este important de stiut si de retinut ca flacarile cu acetilena nu pot functiona stabil pe propan, iar pentru sudarea, lipirea, incalzirea pieselor cu flacara propan-oxigen este necesara folosirea arzatoarelor de tip GZU si altele special concepute pentru a functiona pe propan-butan. Trebuie avut în vedere faptul că sudarea cu flacără propan-oxigen dă caracteristici de sudare mai proaste decât sudarea cu acetilenă sau sudarea electrică și, prin urmare, trebuie recurs la aceasta doar în cazuri excepționale, dar lipirea sau încălzirea cu propan poate fi chiar mai confortabilă decât cu acetilena. Caracteristicile arzătoarelor cu propan-oxigen, în funcție de vârful instalat, sunt următoarele:
Sfat nr. 1 - consum mediu de propan-butan/oxigen 50/175 l/h
Sfat nr. 2 - consum mediu de propan-butan/oxigen 100/350 l/h
Sfat nr. 3 - consum mediu de propan-butan/oxigen 200/700 l/h
Pentru funcționarea corectă și sigură a arzătorului, este foarte important să setați presiunea corectă a gazului la intrarea în acesta. Toate arzatoarele moderne sunt injectoare, adica. gazul combustibil este aspirat în ele de un jet de oxigen care trece prin canalul central al injectorului și, prin urmare, presiunea oxigenului trebuie să fie mai mare decât presiunea gazului combustibil. De obicei, setați următoarea presiune:
Presiunea oxigenului la intrarea arzătorului - 3 kgf/cm2
Presiunea acetilenei sau propanului la intrarea în arzător este de 1 kgf/cm2
Arzatoarele cu injectie sunt cele mai rezistente la foc invers si sunt recomandate pentru utilizare. La pistoletele mai vechi, fără injector, presiunea oxigenului și a gazului combustibil este egală, ceea ce facilitează dezvoltarea focului invers, ceea ce face ca o astfel de pistoletă să fie mai periculoasă, mai ales pentru sudorii începători cu gaz, care reușesc adesea să scufunde mușticul pistolului în bazin de sudură, care este extrem de periculos.
De asemenea, respectați întotdeauna secvența corectă de deschidere/închidere a supapelor arzătorului la aprinderea/stingerea acestuia. Când este aprins, oxigenul este întotdeauna deschis mai întâi, apoi gazul combustibil. La stingere, gazul combustibil este închis mai întâi, iar apoi oxigenul. Vă rugăm să rețineți că, atunci când arzătorul este stins în această secvență, poate apărea pop-up - nu vă fie teamă, acest lucru este normal.
Asigurați-vă că setați corect raportul de gaze din flacăra arzătorului. Cu raportul corect de gaz combustibil și oxigen, miezul flăcării (o zonă mică luminoasă chiar la muștiuc) este gras, gros, clar definit, nu are un văl în flacăra torței în jur. Cu un exces de gaz combustibil, va exista un văl în jurul miezului. Cu un exces de oxigen, nucleul va deveni palid, ascuțit, înțepător. Pentru a seta corect compoziția flăcării, dați mai întâi un exces de gaz combustibil, astfel încât să apară un văl în jurul miezului, apoi adăugați treptat oxigen sau îndepărtați gazul combustibil până când vălul dispare complet și opriți imediat rotirea supapelor, aceasta va fi flacara de sudare optima. Sudarea trebuie efectuată cu o zonă de flacără chiar în vârful miezului, dar în niciun caz miezul în sine nu trebuie să fie înfipt în bazinul de sudură și să nu fie dus prea departe.
Nu confundați o pistoletă de sudură și un cuțit cu gaz. Pistelele de sudură au două supape, iar o lanterna de tăiere are trei supape. Două supape de tăiere cu gaz sunt responsabile pentru flacăra de preîncălzire, iar a treia supapă suplimentară deschide un jet de oxigen de tăiere, care, trecând prin canalul central al muștiucului, provoacă arderea metalului în zona tăiată. Este important de înțeles că un tăietor cu gaz nu taie prin topirea metalului din zona tăiată, ci prin arderea acestuia, urmată de îndepărtarea zgurii prin acțiunea dinamică a unui jet de oxigen de tăiere. Pentru a tăia metalul cu un tăietor cu gaz, este necesar să aprindeți o flacără de preîncălzire, acționând în același mod ca și în cazul aprinderii unui pistol de sudură, aduceți tăietorul la marginea tăieturii, încălziți o mică zonă locală. de metal la o strălucire roșie și deschideți brusc supapa de oxigen de tăiere. După ce metalul ia foc și începe să se formeze o tăietură, tăietorul începe să se miște în conformitate cu traseul de tăiere necesar. La sfârșitul tăierii, supapa de oxigen de tăiere trebuie închisă, lăsând doar flacăra de preîncălzire. Tăierea ar trebui să înceapă întotdeauna numai de la margine, dar dacă există o nevoie urgentă de a începe tăierea nu de la margine, ci de la mijloc, atunci nu trebuie să „găuriți” metalul cu un tăietor, este mai bine să găuriți un prin gaura și începeți să tăiați din ea, este mult mai sigur. Unii sudori acrobatici reușesc să taie metalul subțire cu pistole de sudură convenționale manipulând cu îndemânare supapa de gaz combustibil, închizând-o periodic și lăsând oxigen pur și apoi reaprinderea pistoletului pe metal fierbinte și, deși acest lucru poate fi văzut destul de des, acesta merită avertizat că faci acest lucru periculos, iar calitatea tăierii este slabă.
Câți cilindri pot fi transportați fără autorizații speciale
Regulile pentru transportul rutier de gaze sunt reglementate de Regulamentele pentru transportul rutier de mărfuri periculoase (POGAT), care la rândul lor sunt conforme cu cerințele Acordului european privind transportul internațional de mărfuri periculoase (ADR).
Punctul 1.2 prevede că „Regulile nu se aplică în cazul... transportului unui număr limitat de substanțe periculoase într-un singur vehicul, al cărui transport poate fi considerat ca fiind transport de mărfuri nepericuloase. Numărul limitat de mărfuri periculoase este determinate în cerințele pentru transportul în siguranță al unui anumit tip de mărfuri periculoase. La determinarea acestuia, este posibil să se utilizeze cerințele Acordului european privind transportul internațional rutier al mărfurilor periculoase (ADR)."
Conform ADR, toate gazele aparțin celei de-a doua clase de substanțe periculoase, în timp ce diferite gaze pot avea proprietăți periculoase diferite: A - gaze asfixiante, O - substanțe oxidante, F - substanțe inflamabile. Gazele asfixiante și oxidante aparțin celei de-a treia categorii de transport, iar inflamabile - celei de-a doua. Cantitatea maximă de mărfuri periculoase, al căror transport nu este supus Regulilor, este indicată în clauza ADR 1.1.3.6, și este de 1000 de unități pentru a treia categorie de transport (clasele 2A și 2O), și pentru a doua categorie de transport ( clasa 2F) suma maximă este de 333 unități . Pentru gaze, o unitate este înțeleasă ca 1 litru de capacitate a vasului sau 1 kg de gaz lichefiat sau dizolvat.
Astfel, conform POGAT și ADR, se pot transporta liber cu mașina următorul număr de cilindri: oxigen, argon, azot, heliu și amestecuri de sudură - 24 de cilindri a câte 40 de litri; dioxid de carbon - 41 de cilindri de 40 de litri; propan - 15 cilindri de 50 de litri, acetilenă - 18 cilindri de 40 de litri. (Notă: acetilena este stocată în butelii dizolvate în acetonă, iar fiecare cilindru, pe lângă gaz, conține 12,5 kg din aceeași acetonă combustibilă, care este luată în considerare în calcule.)
La transportul de gaze diferite împreună, trebuie respectată clauza ADR 1.1.3.6.4: „Dacă mărfuri periculoase aparținând unor categorii diferite de transport sunt transportate în aceeași unitate de transport, suma cantităților de substanțe și articole din categoria 2 de transport înmulțită cu” 3”, iar cantitatea de substanțe și articole din categoria de transport 3 nu trebuie să depășească 1000 de unități.
Tot în ADR, paragraful 1.1.3.1 conține o indicație că: „Prevederile ADR nu se aplică... transportului de mărfuri periculoase de către persoane fizice atunci când aceste mărfuri sunt ambalate pentru vânzarea cu amănuntul și sunt destinate consumului, utilizării lor personale. în viața de zi cu zi, în timpul liber sau în sport, cu condiția să se ia măsuri pentru a preveni orice scurgere a conținutului în condiții normale de transport.”
În plus, există o explicație a DOBDD al Ministerului Afacerilor Interne al Rusiei din 26 iulie 2006, ref. 13/2-121, potrivit căruia „Transportul argonului comprimat, acetilenei dizolvate, oxigenului comprimat și propanului în butelii de câte 50 de litri, fără a respecta cerințele Regulilor pentru transportul rutier de mărfuri periculoase, se poate transporta pe o unitate de transport în următoarele cantități: acetilenă sau propan dizolvată - cel mult 6 cilindri, argon sau oxigen comprimat - cel mult 20 de cilindri În cazul transportului în comun a două dintre mărfurile periculoase indicate, următoarele rapoarte după numărul de cilindri sunt posibile: 1 cilindru cu acetilenă și 17 cilindri cu oxigen sau argon, 2 și 14, 3 și 11, 4 și 8, 5 și 5, 6 și 2. Aceleași rapoarte sunt posibile și în cazul transportului de propan și oxigen comprimat sau argon.raportul acestora, iar pentru transportul în comun al acetilenei și propanului - 6 cilindri, de asemenea, indiferent de raportul lor.
Pe baza celor de mai sus, se recomandă să se ghideze după instrucțiunile DOBDD al Ministerului Afacerilor Interne al Rusiei din 26 iulie 2006, ref. 13 / 2-121, cel mai mic este permis acolo și se indică direct suma, ce se poate și cum. În această instrucțiune, desigur, au uitat de dioxid de carbon, dar puteți spune întotdeauna că este egal cu argonul, ofițerii de poliție rutieră, de regulă, nu sunt mari chimiști și acest lucru este suficient pentru ei. Amintiți-vă că POGAT / ADR este complet de partea dumneavoastră aici, dioxidul de carbon poate fi transportat prin ele chiar mai mult decât argonul. Adevărul va fi al tău oricum. Din 2014, autorul are cunoștință de cel puțin 4 procese câștigate împotriva poliției rutiere, când oamenii au fost încercați să fie pedepsiți pentru transportul mai puțin de butelii decât intră sub incidența POGAT/ADR.
Exemple de utilizare a datelor de mai sus în practică și în calcule
Întrebare: Cât timp vor rezista gazul și sârma la sudarea cu un dispozitiv semiautomat cu o casetă de sârmă de 0,8 mm cu o greutate de 5 kg și un cilindru cu dioxid de carbon de 10 litri?
Răspuns: Sârma de sudare SV-08 cu diametrul de 0,8 mm cântărește 3.950 kg 1 kilometru, ceea ce înseamnă că există aproximativ 1200 de metri de sârmă pe o casetă de 5 kg. Dacă viteza medie de avans pentru un astfel de fir este de 4 metri pe minut, atunci caseta va merge în 300 de minute. Dioxidul de carbon dintr-un cilindru „mare” de 40 de litri are 12 metri cubi sau 12.000 de litri, dacă este transformat într-un cilindru „mic” de 10 litri, atunci vor fi 3 metri cubi de dioxid de carbon în el. metri sau 3000 litri. Dacă debitul de gaz pentru purjare este de 10 litri pe minut, atunci un cilindru de 10 litri ar trebui să dureze 300 de minute sau pentru 1 casetă de sârmă de 0,8 cu o greutate de 5 kg sau un cilindru „mare” de 40 de litri pentru casete de 4 5 kg.
Întrebare: Vreau sa pun un cazan pe gaz la tara si sa fie incalzit din butelii cat va tine o butelie?
Răspuns:Într-o butelie de propan „mare” de 50 de litri, 21 kg de gaz lichefiat sau 10 metri cubi de gaz sub formă gazoasă. Găsim că datele cazanului, de exemplu, iau centrala foarte comună AOGV-11.6 cu o capacitate de 11,6 kW și proiectată pentru încălzirea a 110 metri pătrați. metri. Pe site-ul ZhMZ, consumul este imediat indicat în kilograme pe oră pentru gaz lichefiat - 0,86 kg pe oră când funcționează la capacitate maximă. Împărțim 21 kg de gaz într-o butelie la 0,86 kg / oră = 18 ore de ardere continuă a unui astfel de cazan pe 1 cilindru, în realitate acest lucru se va întâmpla dacă este -30C afară cu o casă standard și cerința obișnuită pentru temperatura aerului în ea, iar dacă este afară va fi doar -20C, atunci 1 cilindru va fi suficient pentru 24 de ore (zi). Putem concluziona că pentru a încălzi o casă obișnuită de 110 metri pătrați. metri de gaz îmbuteliat în lunile reci ale anului, aveți nevoie de aproximativ 30 de sticle pe lună. Trebuie amintit că din cauza puterii calorifice diferite a gazului lichefiat și a gazelor naturale, consumul de gaze lichefiate și gaze naturale la aceeași putere pentru cazane este diferit. Pentru a trece de la un tip de gaz la altul în cazane, este de obicei necesar să schimbați jeturile/duzele. Atunci când faceți calcule, asigurați-vă că țineți cont de acest lucru și luați datele de debit special pentru un cazan cu jeturi pentru gazul corect.
Întrebare: Am cumpărat un arzător de tip GV-1 (GVN-1, GVM-1), l-am conectat la cilindru prin RDSG-1 „Frog”, dar abia arde. De ce?
Răspuns: Pentru funcționarea arzătoarelor gaz-aer propan utilizate pentru tratarea cu flăcări, este necesară o presiune a gazului de 1 - 3 kgf / cm2, iar o cutie de viteze de uz casnic proiectată pentru sobe cu gaz produce 0,02 - 0,036 kg / cm2, ceea ce în mod clar nu este suficient. De asemenea, reductoarele de propan de uz casnic nu sunt proiectate pentru un randament mare pentru a funcționa cu putere arzatoare industriale. În cazul dvs., trebuie să utilizați o cutie de viteze de tip BPO-5.
Întrebare: Am cumpărat un încălzitor pe gaz pentru garaj, am găsit un reductor de propan de la un tăietor de gaz BPO-5, am conectat încălzitorul prin el. Încălzitorul arde cu foc și arde instabil. Ce să fac?
Răspuns: Aparatele electrocasnice pe gaz sunt de obicei proiectate pentru o presiune a gazului de 0,02 - 0,036 kg / cm2, ceea ce este exact ceea ce produce un reductor de uz casnic de tip "Broasca" RDSG-1, iar reductoarele industriale cu butelii sunt proiectate pentru o presiune de 1 - 3 kgf. / cm2, care este de cel puțin 50 de ori mai mult . Desigur, atunci când o astfel de presiune în exces este suflată într-un aparat electrocasnic pe gaz, acesta nu poate funcționa corect. Trebuie să studiați instrucțiunile pentru aparatul dumneavoastră cu gaz și să utilizați reductorul corect care produce exact presiunea gazului la intrarea în aparat de care are nevoie.
Întrebare: Cât de multă acetilenă și oxigen este suficientă atunci când sudăm țevi în lucrările de instalații sanitare?
Răspuns: O sticlă de 40 de litri conține 6 cu. m de oxigen sau 4,5 metri cubi. m de acetilenă. Consumul mediu de gaz al unui arzator de tip G2 cu duza nr. 3 instalata, cel mai des folosit pentru lucrari de instalatii sanitare, este de 260 de litri de acetilena si 300 de litri de oxigen pe ora. Deci oxigenul este suficient pentru: 6 metri cubi. m = 6000 litri / 300 l / h = 20 ore, iar acetilena: 4500 litri / 260 l / h = 17 ore. Total: o pereche de butelii de acetilenă + oxigen complet încărcate de 40 de litri este aproximativ suficientă pentru 17 ore de ardere continuă a arzătorului, care în practică reprezintă de obicei 3 schimburi de lucru a sudorului timp de 8 ore fiecare.
Întrebare: Este necesar sau nu, conform POGAT/ADR, eliberarea autorizațiilor speciale pentru transportul a 2 butelii de propan și 4 butelii de oxigen într-un singur autoturism?
Răspuns: Conform clauzei ADR 1.1.3.6.4, calculăm: 21 (greutatea propanului lichid în fiecare cilindru) * 2 (numărul de butelii de propan) * 3 (coeficientul din clauza ADR 1.1.3.6.4) + 40 (volumul de oxigen) în cilindru în litri, oxigen comprimat în butelie) * 4 (număr de butelii de oxigen) = 286 de unități. Rezultatul este mai puțin de 1000 de unități, un astfel de număr de cilindri și într-o astfel de combinație pot fi transportate liber, fără a emite documente speciale. În plus, există o explicație a DOBDD al Ministerului Afacerilor Interne al Rusiei din 26 iulie 2006, ref. 13/2-121, indicând în mod expres că un astfel de transport este permis să fie efectuat fără respectarea cerințelor POGAT.
STANDARDUL DE STAT AL UNIUNII SSR
CILINDRI DE OȚEL
VOLUM MIC ŞI MEDIU
PENTRU GAZE PE R R £
19,6 M pa (200 kgf/cm2)
CONDIȚII TEHNICE
GOST 949-73GOSSTANDART AL RUSIEI
MoscovaSTANDARDUL DE STAT AL UNIUNII SSR Prin Decretul Comitetului de Stat de Standarde al Consiliului de Miniștri al URSS din 19 decembrie 1973 nr. 2717, a fost stabilită perioada de introduceredin 01.01.75
Decretul Standardului de Stat al URSS din 14.08.91 nr. 1352 a ridicat limita de valabilitate Acest standard se aplică buteliilor din oțel carbon și aliat, de volum mic - până la 12 litri și de volum mediu - de la 20 la 50 de litri cu o presiune de lucru de până la 19,6 MPa - (200 kgf / cm 2), realizate din țevi fără sudură. și destinat depozitării și transportului gazelor comprimate, lichefiate și dizolvate la temperaturi de la minus 50 până la plus 60°C.1a. referințe normative
Acest standard folosește referințe la următoarele standarde: GOST 2991-85 Cutii din lemn neseparabile pentru încărcături cu o greutate de până la 500 kg. Specificații generale GOST 6357-81 Standarde de bază de interschimbabilitate. Filet de țeavă cilindric GOST 9454-78 Metale. Metoda de încercare pentru îndoirea la impact la redus, încăpere și temperaturi ridicate GOST 9909-81 Norme de bază de interschimbabilitate. Filet conic de supape și cilindri pentru gaze GOST 10006-80 Țevi metalice. Metoda de încercare la tracțiune GOST 14192-96 Marcarea mărfurilor GOST 15150-69 Mașini, instrumente și alte produse tehnice. Versiuni pentru diferite regiuni climatice. Categorii, condiții de funcționare, depozitare și transport în ceea ce privește impactul factorilor climatici ai mediului GOST 18477-79 Containere universale. Tipuri, parametri de bază și dimensiuni GOST 21140-88 Ambalaj. Sistem de mărime GOST 22352-77* Garanțiile producătorului. Stabilirea si calculul perioadelor de garantie in standarde si specificatii. Dispoziții generale* Forța pierdută pe teritoriul Federației Ruse. GOST 24998-81 Manometre pentru fire comice ale supapelor și cilindrii pentru gaze. Aprobări Reguli pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune.1. PARAMETRI PRINCIPALI ȘI DIMENSIUNI
1.1. Cilindrii trebuie fabricați pentru o presiune de lucru de 9,8; 14,7; 19,6 MPa (100; 150 și 200 kgf/cm2) din oțel carbon și pentru o presiune de funcționare de 14,7 și 19,6 MPa (150 și 200 kgf/cm2) din oțel aliat. Calitatea de oțel este selectată de către producătorul cilindrilor în conformitate cu lista de clase dată în „Regulile pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune”. 1.2. Principalii parametri și dimensiunile cilindrilor trebuie să corespundă celor indicați în desen și în tabel. 1. Dimensiunea teșiturii gâtului este de 1,5 ´ 45°. Prin acord între consumator și producător, este permisă fabricarea de butelii cu fund concav. BalonGât cilindric
1 - pantof de sprijin; 2 - corp cilindric; 3 - inel pentru gât; 4 - supapă; 5 - capac de siguranta
tabelul 1
Dimensiuni in mm
|
Volumul cilindrului, l |
Diametrul piesei cilindrice |
Grosimea peretelui cilindrilor pentru presiune, MPa (kgf / cm 2), nu mai puțin de |
Lungimea corpului cilindrului pentru presiune, MPa (kgf / cm 2) |
Masa cilindrilor pentru presiune MPa (kgf / cm 2) |
||||||||||||
|
otel carbon |
oțel aliaj |
otel carbon |
oțel aliaj |
otel carbon |
oțel aliaj |
|||||||||||
masa 2
|
Abateri limită |
Pentru cilindri convenționali de precizie |
Pentru cilindri de înaltă precizie |
| După volum: | ||
| pentru cilindri de volum mic | ||
| Dupa lungime: | ||
| pentru cilindri de volum mic | ||
| pentru cilindri de volum mediu | ||
| După diametrul exterior: | ||
| La punctele de tranziție de la un cilindru la o sferă: | ||
| pentru cilindri din oțel carbon | ||
| pentru cilindri din oțel aliat |
Cilindru de aer 4-150U GOST 949-73
Același, din oțel aliat, precizie îmbunătățită de fabricație, cu limitare de volum, fără limitare de greutate, pentru azot:
Cilindru pentru azot 4p-150L GOST 949-73
La fel, precizia obișnuită de fabricație, cu o limită de greutate, pentru aer:
Cilindru de aer 4-150 L-M GOST 949-73
La fel, cu precizie crescută de fabricație în ceea ce privește volumul, cu o limitare în masă, pentru oxigenul medical:
Cilindru pentru oxigen medical 4P-150 L-M GOST 949-73
Aceeași precizie de fabricație îmbunătățită, lungimea corpului cilindrului 400 mm, cu o limită de greutate, pentru azot:
Cilindru pentru azot 4-150L-400-M GOST 949-73
La fel, cu un volum scurt de 2 litri pentru o presiune de 14,7 MPa (150 kgf/cm 2), din oțel carbon, precizie crescută de fabricație cu o limitare în lungime, fără limitare în greutate, pentru aer:
Cilindru pentru aer K2-150U-330 GOST 949-73
1.6. La cererea consumatorilor, este permisa fabricarea de cilindri care difera ca volum si lungime de cele indicate in Tabel. 1. Abaterile limită trebuie să respecte Tabelul. 2. (Introdus suplimentar, Rev. Nr. 5).2. CERINȚE TEHNICE
2.1. Cilindrii trebuie să fie fabricați în conformitate cu cerințele acestui standard și cu Regulile pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune aprobate de URSS Gosgortekhnadzor în conformitate cu desenele de lucru aprobate în modul prescris. Cilindrii trebuie să fie fabricați din țevi (sau semifabricate de cilindru) care au fost supuse testării cu ultrasunete a continuității metalului. În loc de testarea cu ultrasunete a țevilor, este permisă efectuarea testării cu ultrasunete a părții cilindrice a cilindrilor. (Ediție schimbată, Rev. Nr. 4, 5). 2.1a. (Șters, Rev. Nr. 5). 2.2. Buteliile trebuie supuse unui tratament termic în conformitate cu Regulile pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune. Proprietățile mecanice ale materialului cilindrilor trebuie să corespundă cu cele indicate în tabel. 3.Tabelul 3
(Ediție schimbată, Rev. Nr. 4, 5). 2.3. Materialele corpurilor supapelor cilindrului, în funcție de gazul de umplut, precum și direcția filetului fitingului lateral, sunt indicate în anexă. Fitingurile laterale ale supapelor pentru gaze otrăvitoare și combustibile trebuie să fie echipate cu dopuri. (Ediție schimbată, Rev. Nr. 1, 4). 2.4. Suprafețele exterioare și interioare ale cilindrilor trebuie să fie libere de captivitate, scoici, apusuri, crăpături. Golurile, riscurile, urmele de scară sau unealtă, ridurile compactate și deschise pe suprafața interioară a gâtului și fundului și alte defecte minore nu trebuie să aducă grosimea peretelui dincolo de cele mai mici valori specificate în tabel. unu. (Ediție revizuită, Rev. Nr. 1). 2.5. Filetul gâtului cilindrilor trebuie să fie realizat în conformitate cu GOST 9909-81, în timp ce: diametrul exterior al filetului în planul principal trebuie să fie: pentru cilindri de volum mic - 19,2 mm, pentru cilindri de volum mediu - 27,8 mm, pentru cilindri de acetilenă - 30 ,3 mm; numărul de fire cu profil complet trebuie să fie de cel puțin 8, iar pentru cilindrii de volum mic - cel puțin 7 la rând de la capătul gâtului; Pe supapa înșurubată în gâtul cilindrului trebuie să rămână 2-5 filete de rezervă; instalarea supapelor trebuie efectuată folosind un etanșant. (Ediție revizuită, Rev. Nr. 5). 2.6. La cererea consumatorilor, cilindrii pot fi fabricați cu dimensiunile convenite ale diametrului exterior al gâtului. 2.7. Un inel de oțel trebuie fixat bine de gâtul cilindrilor cu capace de siguranță. 2.8. Inelele și capacele de siguranță trebuie să fie interschimbabile. 2.9. În firul de inele și capace, nu sunt permise mai mult de o treime din numărul total de fire, rupturi minore locale și cioburi cu o lungime de cel mult o treime din circumferință. Filetul inelelor și capacele de protecție trebuie să respecte GOST 6357. (Ediție revizuită, Rev. Nr. 5). 2.10. Pantofii fabricați dintr-o bucată de țeavă de oțel trebuie să fie fixați strâns pe cilindri cu un spațiu între planul de sprijin al pantofului și fundul cilindrului de cel puțin 10 mm. 2.11. (Șters, Rev. Nr. 5). 2.12. Înainte de a înșuruba supapele sau de a instala dopuri în gât, suprafața interioară a cilindrilor trebuie curățată de așchii și depuneri. Este permis un strat subțire și durabil de oxizi obținuți în timpul normalizării, precum și pete individuale cauzate de metoda de curățare a cilindrilor. Buteliile de volum mic destinate oxigenului medical, precum și cele comandate de consumatori, trebuie să fie complet detartrate. (Ediție revizuită, Rev. Nr. 5). 2.13. Buteliile pentru oxigen sau hidrogen trebuie degresate, iar fără supape trebuie degresate suplimentar la client. Cilindrii nu au voie să conțină apă și murdărie. (Ediție revizuită, Rev. Nr. 2). 2.14. Cilindrii trebuie vopsiți la exterior cu vopsea ulei, email sau nitro. Urmele după vopsire trebuie să fie clar vizibile. La cererea clientului, cilindrii nu pot fi vopsiti. 2.15. Cilindrii trebuie completati cu urmatoarele piese: a) butelii de volum mic - cu robineti, iar la cererea consumatorului - fara robineti; b) cilindri pentru acetilenă - inele, capace; volum mediu - inele, capace și pantofi; c) butelii de volum mediu pentru amoniac, clor, fosfenă, pseudobutilenă, dioxid de sulf - cu robinete, inele și capace; d) butelii de volum mediu, cu excepția buteliilor menționate la subparagrafele b și c, - supape, inele, capace și saboți. La cererea consumatorului, se permite completarea cilindrilor cu piese separate. (Ediție revizuită, Rev. Nr. 5).3. REGULI DE ACCEPTARE
3.1. Fiecare cilindru trebuie supus unor teste de acceptare. 3.2. Cilindrii sunt acceptați în loturi de până la 400 buc. același volum, dimensiune și același mod de tratament termic. 3.3. Testele de acceptare includ: - teste de rezistență la presiune hidraulică; - încercare de presiune pneumatică; - încercare de tracțiune; - încercare de încovoiere la impact; - controlul parametrilor geometrici ai filetului; - inspectie vizuala; - determinarea masei; - definirea volumului. (Ediție revizuită, Rev. Nr. 5). 3.4. Încercarea de tracțiune se efectuează pe epruvete longitudinale scurte. Probele din partea lor calculată nu trebuie îndreptate. 3.5. Testul de impact trebuie efectuat pe mostre longitudinale de tip 3 conform GOST 9454. Axa crestăturii trebuie să fie perpendiculară pe marginile largi ale probei. Cilindrii cu grosimea peretelui de cel puțin 5 mm sunt supuși testului. (Ediție revizuită, Rev. Nr. 5). 3.6. Pentru testele de tracțiune și încovoiere la impact, probele sunt tăiate din corpurile cilindrilor finite sau duzele martor tăiate din țevi din care sunt fabricate un anumit lot de cilindri și tratate termic împreună cu cilindri dintr-un anumit lot și din oțel aliat - tot dintr-un căldură. Este permisă completarea a până la 15% din cilindri într-un lot de oțel aliat cu cilindri din oțel aliat de alte călduri, loturi din care au trecut testele de acceptare. Pentru fiecare test, se prelevează cel puțin două probe din lot. (Ediție schimbată, Rev. Nr. 4, 5). 3.7. În caz de discrepanță între rezultatele testelor și cerințele acestui standard, testele sunt efectuate pe dublul numărului de probe. Rezultatele verificării la fața locului se aplică întregului lot. (Ediție revizuită, Rev. Nr. 3). 3.8. Buteliile de acetilenă trebuie testate pentru scurgeri la instalațiile care umplu buteliile cu masă poroasă. (Introdus suplimentar, Rev. Nr. 3).4. METODE DE TESTARE
4.1. Testele cu presiune pneumatică și hidraulică sunt efectuate în conformitate cu Regulile pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune. Durata testelor este de minim 1 min. Testele pneumatice ale buteliilor destinate umplerii cu gaze, a căror putere de penetrare este mai mare decât cea a aerului, trebuie efectuate în conformitate cu documentația de reglementare și tehnică. (Ediție revizuită, Rev. Nr. 4). 4.2; 4.3. (Șters, Rev. Nr. 4). 4.4. Cilindrii echipați cu supapă de clor sunt testați cu o presiune pneumatică egală cu 2,94 (30 kgf / cm 2). 4.5. Încercarea de tracțiune - conform GOST 10006. Viteza de încercare până la punctul de curgere și în timpul trecerii acestuia nu este mai mare de 10 mm/min, dincolo de limita de curgere - nu mai mult de 40 mm/min. Este permisă verificarea proprietăților mecanice ale cilindrilor din oțel carbon prin metode de încercare nedistructivă conform procedurii aprobate în modul prescris. (Ediție revizuită, Rev. Nr. 5). 4.6. Încercarea de îndoire la impact - conform GOST 9454-78 pe specimene longitudinale de tip 3. 4.7. În caz de discrepanță între rezultatele testelor și cerințele acestui standard, testele sunt efectuate pe un număr dublu de probe. În cazul rezultatelor nesatisfăcătoare ale testelor repetate, întregul lot de butelii este trimis a doua oară pentru tratament termic. Nu sunt permise mai mult de două tratamente termice repetate. Revenirea suplimentară nu este considerată tratament de reîncălzire. (Ediție revizuită, Rev. Nr. 4). 4.8. Volumul cilindrilor cu o capacitate de până la 12 litri este controlat de șabloane de limită pe lungime. Volumul a doi cilindri dintr-un lot se verifică prin umplerea cu apă și determinarea volumului sau masei de apă. Determinarea capacității cilindrilor de volum mediu se realizează prin umplerea fiecărui cilindru cu apă și determinarea volumului sau masei de apă (Ediție schimbată, Rev. Nr. 1, 2, 5). 4.9. Controlul filetului gâtului cilindrului trebuie efectuat cu calibre de filet în conformitate cu GOST 24998. Parametrii teșirii gâtului sunt tehnologici și nu sunt supuși controlului. (Introdus suplimentar, Rev. Nr. 5).5. MARCAREA, AMBALAREA, TRANSPORTUL ȘI DEPOZITAREA
5.1. Etichetarea cilindrilor se efectuează în conformitate cu cerințele Regulilor pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune. În plus, se aplică date despre tipul de tratament termic: N - normalizare; V - călire cu revenire. 5.2. Inscripțiile de pe cilindri și colorarea acestora sunt realizate în conformitate cu Regulile pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune. (Ediție schimbată, Rev. Nr. 4, 5). 5.3. Buteliile transportate fără supape trebuie protejate împotriva contaminării cu dopuri din polietilenă sau nailon. 5.4. Cilindrii de volum mic sunt transportați în containere fabricate în conformitate cu GOST 18477-79, fără ambalaj. Când sunt expediate cu mașina în vagoane acoperite, cilindrii de volum mic sunt transportați ambalate în cutii conform GOST 2991-85 (tip III - I) cu o greutate a încărcăturii de cel mult 200 kg sau stivuite până la capacitatea maximă a vagonului. Dimensiunile cutiilor conform documentației normative și tehnice, în conformitate cu cerințele GOST 21140-88. Cilindrii de volum mediu sunt transportați fără ambalare în vagoane acoperite, vagoane de gondolă sau containere fabricate în conformitate cu GOST 18477-79. Este permis transportul buteliilor în echipamente de ambalare reutilizabile în telegondole sau în pachete în vagoane speciale. Tabelul 5 (Șters, Rev. Nr. 5). Dispunerea și fixarea cilindrilor pe vehicule trebuie să respecte cerințele „Condițiilor tehnice de încărcare și asigurare a mărfurilor” aprobate de Ministerul Căilor Ferate. (Ediție revizuită, Rev. Nr. 4). 5.4a. Pe una dintre laturile fiecărei cutii trebuie să se aplice un marcaj de transport, inclusiv inscripții de bază, suplimentare și informative în conformitate cu GOST 14192-77. (Introdus suplimentar, Rev. Nr. 4). 5.5. Cilindrii se transportă prin transport de toate tipurile în conformitate cu normele de transport de mărfuri în vigoare pentru fiecare tip de transport. (Ediție revizuită, Rev. Nr. 5). 5.6. Fiecare lot de butelii trebuie să fie însoțit de un document de calitate care să ateste conformitatea buteliilor cu cerințele acestui standard, care trebuie să indice: denumirea producătorului și locația acestuia (orașul sau adresa condiționată); denumirea simbolică a produsului; numărul de cilindri și numărul acestora; rezultatele încercărilor hidraulice și pneumatice; desemnarea acestui standard. 5,5; 5.6. (Ediție revizuită, Rev. Nr. 4). 5.7. Depozitarea cilindrilor - conform grupului Zh2 GOST 15150-69. 5.8. (Șters, Rev. Nr. 5).6. GARANȚIA PRODUCĂTORULUI
6.1. Producătorul trebuie să se asigure că buteliile respectă cerințele prezentului standard, cu condiția ca consumatorul să respecte condițiile de funcționare, transport și depozitare stabilite de acest standard. 6.2. Perioada de garanție de funcționare - 2 ani de la data punerii în funcțiune a cilindrilor. Perioada de punere în funcțiune - în conformitate cu GOST 22352. (Ediție schimbată, Rev. Nr. 1, 5). Sec. 7. (Șters, Rev. Nr. 4).APENDICE
MATERIALE CORP SUPAPEI CILINDRU ȘI DIRECȚIA FILETĂRII LATERALĂ
|
Denumirea gazelor |
Materialul corpului supapei |
Denumirea gazelor |
Materialul corpului supapei |
Direcția filetului de montare laterală |
|
| Azot | Alamă | Dreapta | Metan | Alamă | Stânga |
| Amoniac | Oţel | Dreapta | Propan și alte gaze combustibile | Oțel sau alamă | Stânga |
| Argon | Alamă | Dreapta | Dioxid de sulf | Oţel | Dreapta |
| Butan | alamă sau oțel | Stânga | Dioxid de carbon | Alamă | Dreapta |
| Butilenă | Alamă | Stânga | Fosgen | Oţel | Dreapta |
| Hidrogen | Alamă | Stânga | freon | Oțel sau alamă | Dreapta |
| Aer | Alamă | Dreapta | Clor | Oţel | Dreapta |
| Heliu | Alamă | Dreapta | clorometil | Alamă | Stânga |
| Oxigen | Alamă | Dreapta | cloroetil | Alamă | Stânga |
| Xenon | Alamă | Dreapta | Etilenă | Alamă | Stânga |
Oxigenul este utilizat pe scară largă în construcții, industrie și medicină. Este transportat și depozitat în butelii de oxigen. Greutatea unei butelii de oxigen este unul dintre principalii săi parametri. Greutatea unei butelii de oxigen goale constă din mai multe componente: vasul de gaz în sine, o supapă, un capac și un inel pentru înșurubarea capacului. Acest kit poate include un pantof pentru a oferi stabilitate produsului. La fabricarea containerelor pentru gaze comprimate Se folosesc țevi fără sudură din oțel carbon sau înalt aliat, cu grosimea peretelui de 7 mm.
O bucată de țeavă de lungimea necesară, prin sertizare, primește o formă sferică la un capăt, iar la celălalt se formează un gât, pentru atașarea unei supape de închidere. Pe gât este presat un inel destinat montării cutiei de viteze. Capacul este conceput pentru a proteja cutia de viteze de influențele mecanice externe. Accesoriile complete au o greutate semnificativă, de care trebuie luată în considerare.
Greutate medie setată:
- inel - 0,3 kg
- capac metalic - 1,8 kg
- pantof - 5,2 kg
Greutatea cilindrului de oxigen 40 l este indicată în tabel:
Greutatea este indicată fără supapă cu balon (0,5 kg), inel (0,3 kg), capac metalic (1,8 kg), pantof (5,2 kg).

Greutatea este indicată ținând cont de valva cu balon (0,5 kg), inel (0,3 kg), capac metalic (1,8 kg), pantof (5,2 kg). Datele din tabele corespund cu GOST 949 - 73.
Greutatea unui cilindru plin de oxigen pentru 150 de atmosfere este de 73 kg, iar pentru 200 de atmosfere - 88 kg.
La o presiune nominală de 150 kgf/cm2, un vas de această capacitate deține 6 m3 de oxigen sau 6000 litri. Din cauza gazului, diferența de greutate între o butelie de oxigen plină și cea goală este:
- pentru 200 - atmosferic: aproximativ 11,5 kg
- pentru 150 - atmosferic: aproximativ 8 kg
Greutatea cilindrului de oxigen 50 l este indicată în tabel:
Greutatea este indicată fără supapă cu balon (0,5 kg), inel (0,3 kg), capac metalic (1,8 kg), pantof (5,2 kg).
Greutatea unei butelii de oxigen de acest volum, umplută cu gaz:
- pentru 200 - atmosferic: 117 kg
- pentru 150 - atmosferic: 72 kg
Greutatea noului cilindru de oxigen este de 40 de litri, pe care compania noastră îl oferă 47 kg. Puteți afla mai multe informații sunând la numerele afișate în partea de sus a site-ului.